Industrial IoT Applications | IoT Applications in Manufacturing
Expert-led Courses: Transform Your Career – Enroll Now
In our last IoT tutorial, we discussed How IoT Works. Today, we will discuss industrial IoT applications or in other words benefits of IoT in manufacturing.
So, let’s begin Industrial IoT Applications.
Industrial IoT Applications
Industrial Internet of Things (IIoT) is an ever growing and rapidly increasing sector that accounts for most of the share of IoT spending in the global market.
Industrialists & manufactures in almost every sector have a tremendous opportunity to not only monitor. But also automate many of complex process involved in manufacturing.
For long time industries and plants have had sensors and systems to track progress but IoT takes a step further and provides intricacies to even the minute problems.
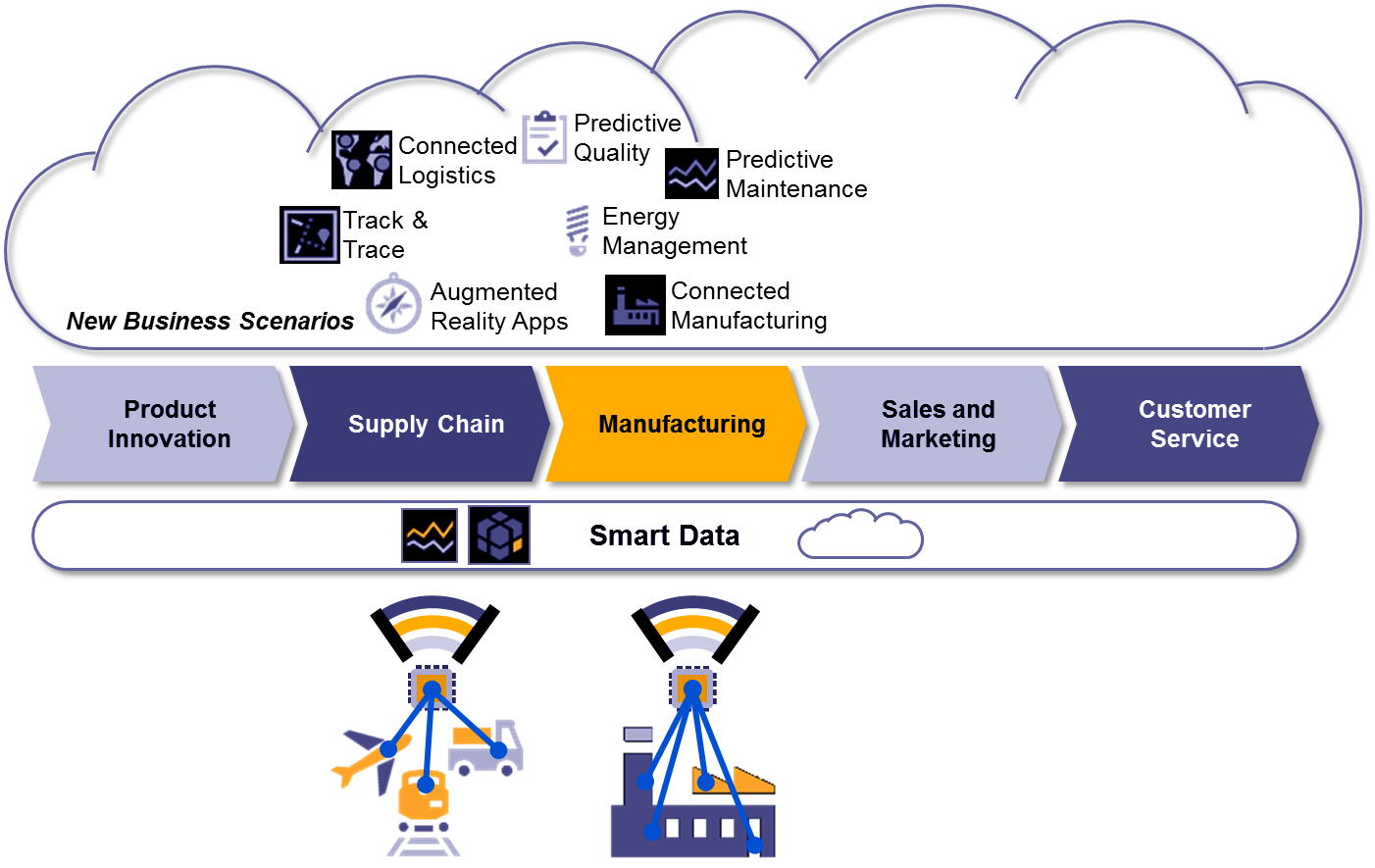
Let us see what are the IoT applications in manufacturing and industrial processes-
Benefits of IoT in Industrial/Manufacturing Field
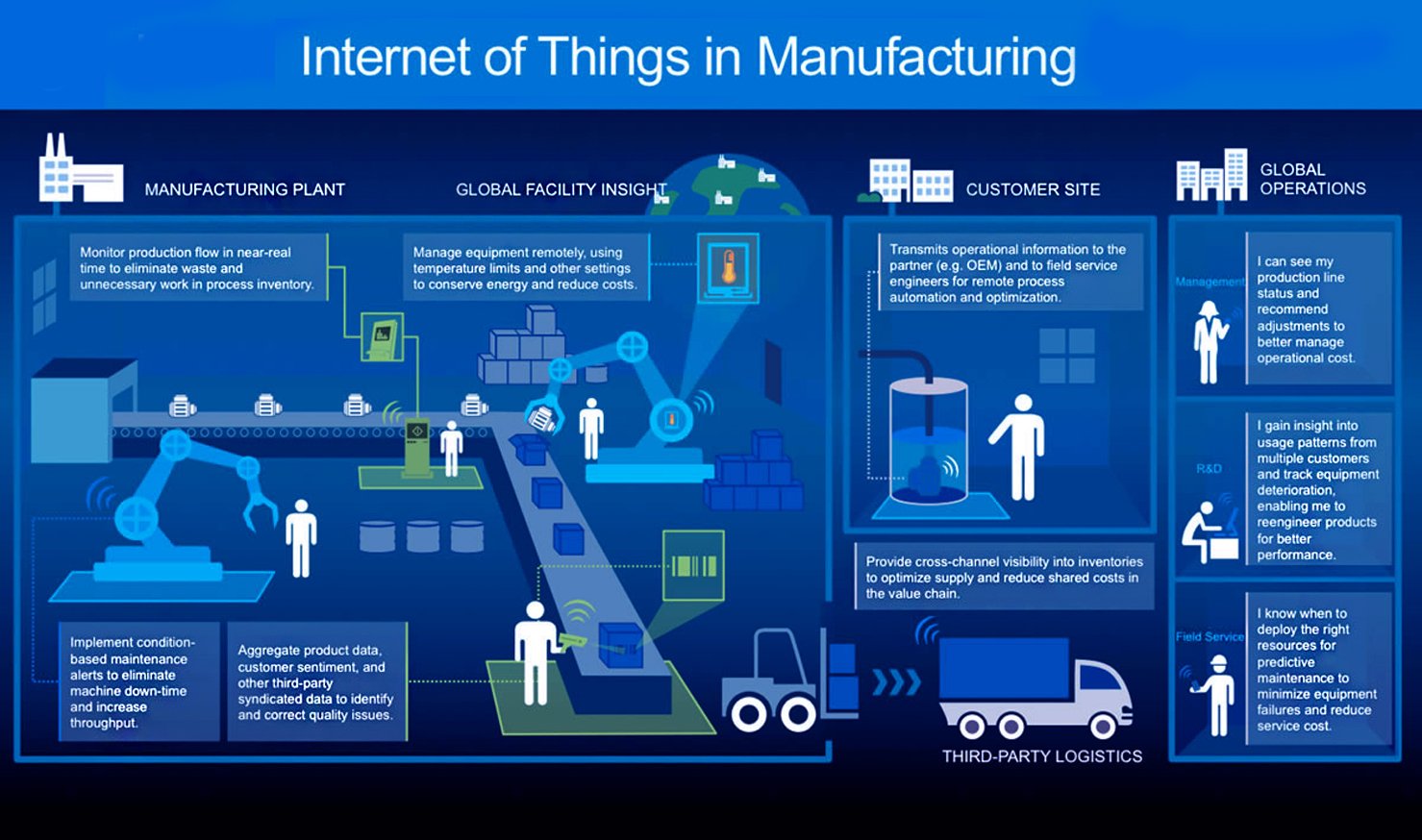
a. Digital/Connected Factory
The machinery that is embedded with an IoT system can transfer information related to operations to the people such as the original equipment manufacturers and to field engineers.
This way process automation and optimization is made advantageous by enabling operation managers and factory heads to remotely manage the factory units.
Along with this, a unit which is digitally connected helps in establishing a better line of command and also helps to identify areas with key results and areas that might have potential problems for managers.
b. Facility Management
The IoT sensors placed inside manufacturing equipment triggers alerts based on condition-based maintenance. Most of the machine tools are critical and are designed to function between a specific temperature and vibration ranges.
Whenever an equipment deviates from its prescribed parameters, IoT sensors can actively monitor machines and send an alert.
Manufacturers in this way can conserve energy, reduce costs, eliminate machine downtime and increase operational efficiency, by ensuring the prescribed working environment for machinery.
c. Production Flow Monitoring
IoT in manufacturing is capable of monitoring an entire production line be it from the refining process completely down to the packaging of final products. Because this complete monitoring of the process takes place in real-time.
It provides us the scope to recommend any adjustments in operations for better management of the industry’s operational cost. Since the monitoring is done quite closely, it lags in the actual production thereby eliminating wastes and unnecessary work.
d. Inventory Management
This is best industrial IoT application, through IoT systems monitoring of events across a supply chain is done. These systems allow one to track the inventory and trace it globally on a line-item level. This way the users are notified if there are any significant deviations from the plan of action.
As a result, this provides a far-reaching and cross-channel visibility into inventories which helps managers in getting realistic estimates of the available material, the work in progress and the estimated arrival time of new materials.
Ultimately this makes supply more optimal and reduces additional and shared costs that arise in the value chain.
e. Plant Safety and Security
A workers’ safety and security in the plant improve by IoT combined with big data analysis.
The IoT system monitors some Key Performance Indicators (KPIs) of health and safety, such as the number of injuries, frequent rates of illness, vehicle incidents, and property damage or any kind of loss incurred during daily operations.
Thus, an effective monitoring system ensures better and effective safety. If there are some indicators that are lagging, they addressed, thus ensuring better health, safety, and environment (HSE) issues. That’s no one can ignore industrial IoT applications.
Industrial IoT Applications – Plant Safety & security
f. Quality Control
A product cycle has various stages, IoT sensors collect a mixture of product data and other third-party synchronized data from the stages of a product cycle.
This data contains information on the composition of raw materials used in the making of a product, the temperature & working environment, different wastes, the importance of transportation etc. On the final making of the products.
Moreover, the IoT device can also provide data about the customer sentiments while he/she uses the product. All of these inputs from different sources and through IoT systems can analyze to identify and correct potential quality issues.
g. Packaging Optimization
Manufacturers can gain insights into the usage patterns and handling of product from different customers by using IoT sensors embedded in products and/or packaging. There are smart tracking mechanisms that can trace product deterioration during the product transit.
Other factors such as weather impact, a condition of roads and other environment variables on the product. Through these insights, one can re-engineer products and their packaging for delivering better performance in both costs of packaging and customer experience.
Industrial IoT Applications – Packaging Optimization
h. Logistics and Supply Chain Optimization
In this industrial IoT applications, it provides access to real-time supply chain information by tracking materials in transit, products, and equipment as they move through the supply chain.
Through effective reporting manufacturers are able to collect and feed the delivery information into systems like ERP, PLM etc. If the plants get to connect to the suppliers, all the concerned parties in the supply chain can trace interdependencies, manufacturing cycle times and material flow.
As a result, this data will help manufacturers to reduce inventory, predict potential issues and also reduces capital requirements.
Industrial IoT Applications – Logistics & Supply Chain Optimization
So, this was all about Industrial IoT Applications tutorial. Hope you like our explanation of IoT Application in Manufacturing.
Conclusion
Hence, today we learned Top 8 manufacturing/industrial IoT applications. We covered the different manufacturing applications of IoT and how it is made use of.
We will learn more about IOT in detail in the upcoming tutorials. So, stay tuned to learn more interesting things, and write your valuable feedback in the comment section.
If you are Happy with DataFlair, do not forget to make us happy with your positive feedback on Google